What to Do When Miners Run Too Hot: Eight Practical Ways to Cool a Mining Farm in Summer
The 2026 European heat arrived early and hit hard, shrinking the cooling margin of air-cooled mining farms. This guide explains miner temperature metrics, why farms overheat and lose hashrate in summer, eight practical cooling methods, and how to decide when to throttle versus shut down.
The 2026 European heat arrived earlier and hit harder than in previous years. According to Copernicus Climate Change Service data, in late May Western Europe experienced an unusually early and intense heatwave, with daily average temperatures in western France and parts of England and Wales at one point running more than 10°C above the historical average. Portugal, the UK, and Ireland each recorded their highest May temperatures since observations began, and France also had its hottest single May day in national-average terms. Into June, the land-average temperature across Western Europe reached 20.74°C, 3.05°C above the 1991–2020 average for the same period, making it the hottest June on record for Western Europe.
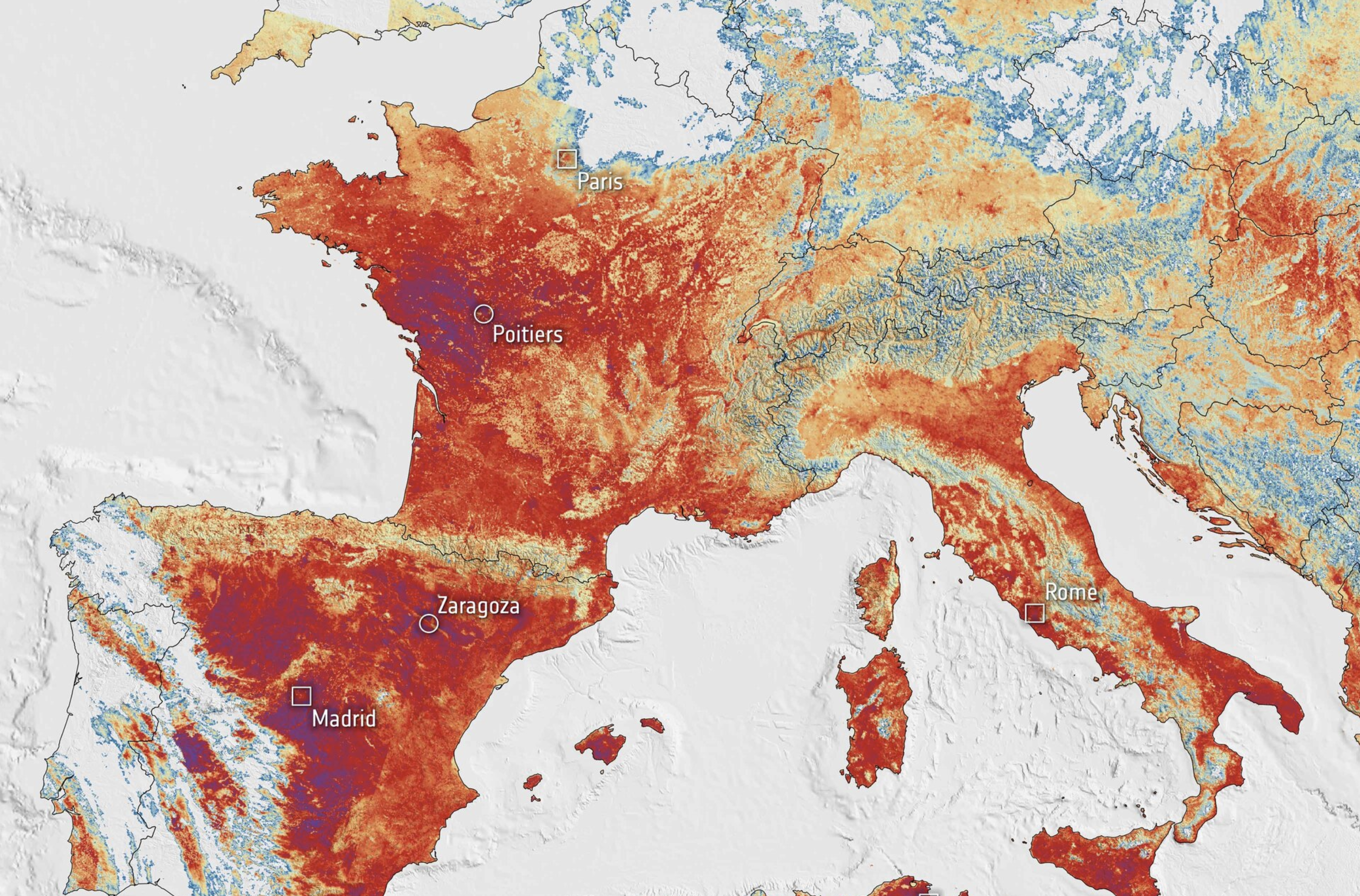
On 23 June 2026, the Copernicus Sentinel-3 satellite also recorded surface temperatures approaching or reaching about 55°C in parts of central Spain, western France, and elsewhere. The 55°C here refers to the radiative temperature of surfaces such as the ground and rooftops, not the air temperature measured at weather stations, but it shows that solar radiation can significantly heat the shells of mining-farm buildings, the tops of containers, and the surrounding ground, thereby increasing the actual heat load on air-cooled farms.
There is currently no sufficient evidence that this round of European heat has already caused widespread, concentrated shutdowns of Bitcoin mining farms, but the extreme heat reflects an increasingly real operational problem: farms that rely on outdoor air for heat rejection have cooling capacity that depends heavily on ambient conditions. As the outdoor temperature rises, the intake air temperature of the miners rises with it, and the temperature difference available for heat transfer between the chips and the cool air shrinks. If a farm also suffers from insufficient exhaust, hot-air recirculation, clogged filters, or miners running in high-power mode, the fans may run at full speed for long stretches yet still fail to maintain stable temperatures, ultimately leading to over-temperature alarms, automatic throttling, low hashrate, dropped boards, or even shutdowns.
When a miner runs too hot, the correct order of action is not to immediately install air conditioning, nor to indiscriminately throttle the entire farm, but first to confirm which temperature is abnormal and where the anomaly is concentrated, then to judge whether the problem comes from the equipment, the airflow, or the cooling capacity of the entire farm.
About Miner Temperature
Miner temperature is not a single metric. The outdoor air temperature, miner intake temperature, control-panel temperature, and chip temperature that farm staff see day to day represent different locations along the heat-transfer path. Even if two farms use the same miner model, as long as the room structure, sensor positions, firmware versions, and hot/cold aisle design differ, the temperatures shown in the backend can differ noticeably.
| Temperature metric | Meaning | Primary use |
|---|---|---|
| Outdoor ambient temperature | The air temperature at the farm's location | Assess external heat-rejection conditions and seasonal risk |
| Farm intake temperature | The temperature of cool air before it enters the miner | Assess the cooling conditions the miner receives |
| Miner exhaust temperature | The temperature of the air after it has carried chip heat away | Assess whether heat rejection is normal and whether there is a local anomaly |
| PCB temperature | The temperature at a specific location on the circuit board | Assess whether the board is approaching the model's limit |
| Chip temperature | The temperature of the ASIC chip or chip area | Assess the chip's thermal state and over-temperature protection risk |
| Power supply and control-board temperature | The temperature of the power module or control area | Troubleshoot the power supply, air ducting, and local heat buildup |
Bitmain clearly states in its operating-temperature guidance that the operating temperature in the equipment specifications usually refers to the miner's intake temperature, not the chip temperature. The company also cautions that different models display temperature in inconsistent ways, and that at high temperatures a miner may trigger a protection program and shut down. Therefore, one cannot directly apply the PCB limit of one Antminer generation to another model, and still less can one compare the temperature metrics of air-cooled, water-cooled, and immersion equipment side by side.
Taking the air-cooled S21 series as an example, Bitmain publishes an operating ambient temperature of -20°C to 45°C for both the S21 Pro and S21 XP, with an operating humidity of 10%–90%, non-condensing; the temperature baseline in the official specification is the intake air temperature. The S21 Pro specification further notes that above 900 meters altitude, the maximum operating temperature must be reduced correspondingly for every additional 300 meters.
This means that a miner showing a high chip temperature in the backend does not necessarily have a problem only with the chip itself. The miner may be drawing in recirculated hot air, the fan may be aging, the heatsink may be clogged, or the actual airflow in its rack may be insufficient. Conversely, even if the backend temperature has not yet triggered an alarm, if the intake temperature stays close to the equipment limit, the miner has already lost most of its heat-rejection margin.
To judge whether a miner is overheating, one should look at three dimensions at the same time: the official operating limits of the specific model, the over-temperature alarms in the firmware or device logs, and the trend of temperature over time. A single instantaneous number only indicates the current state; continuous warming, simultaneous warming of equipment in the same row, or temperature and hashrate declining together often carry more diagnostic value.
Why Miners Overheat and Lose Hashrate More Easily in Summer
Most of the electricity consumed by an ASIC miner is ultimately converted into heat. A miner with a wall power draw of 3.5 kW can be roughly understood as an electric heating device that continuously releases 3.5 kW of heat. If a farm runs 1,000 such miners, the heat load produced by the IT equipment itself is about 3.5 MW, and that does not even include the losses produced by power conversion, distribution, and auxiliary facilities.
An air-cooling system relies on continuously flowing air to carry this heat from the miners to the outdoors. In simplified terms, a farm's heat-rejection capacity depends on the air flow rate and on the temperature difference between the intake and exhaust air. When the outdoor temperature rises from 25°C to 38°C, if the exhaust temperature cannot rise substantially in step, the amount of heat that a unit of air can carry away decreases. At this point, to maintain its original heat-rejection level, the farm can only obtain greater effective airflow, reduce the equipment's heat output, or use evaporative cooling, water cooling, or other means to change the cooling conditions.
What really makes the summer problem complex is often not the single factor of outdoor temperature, but the layering of high heat onto the farm's pre-existing defects.
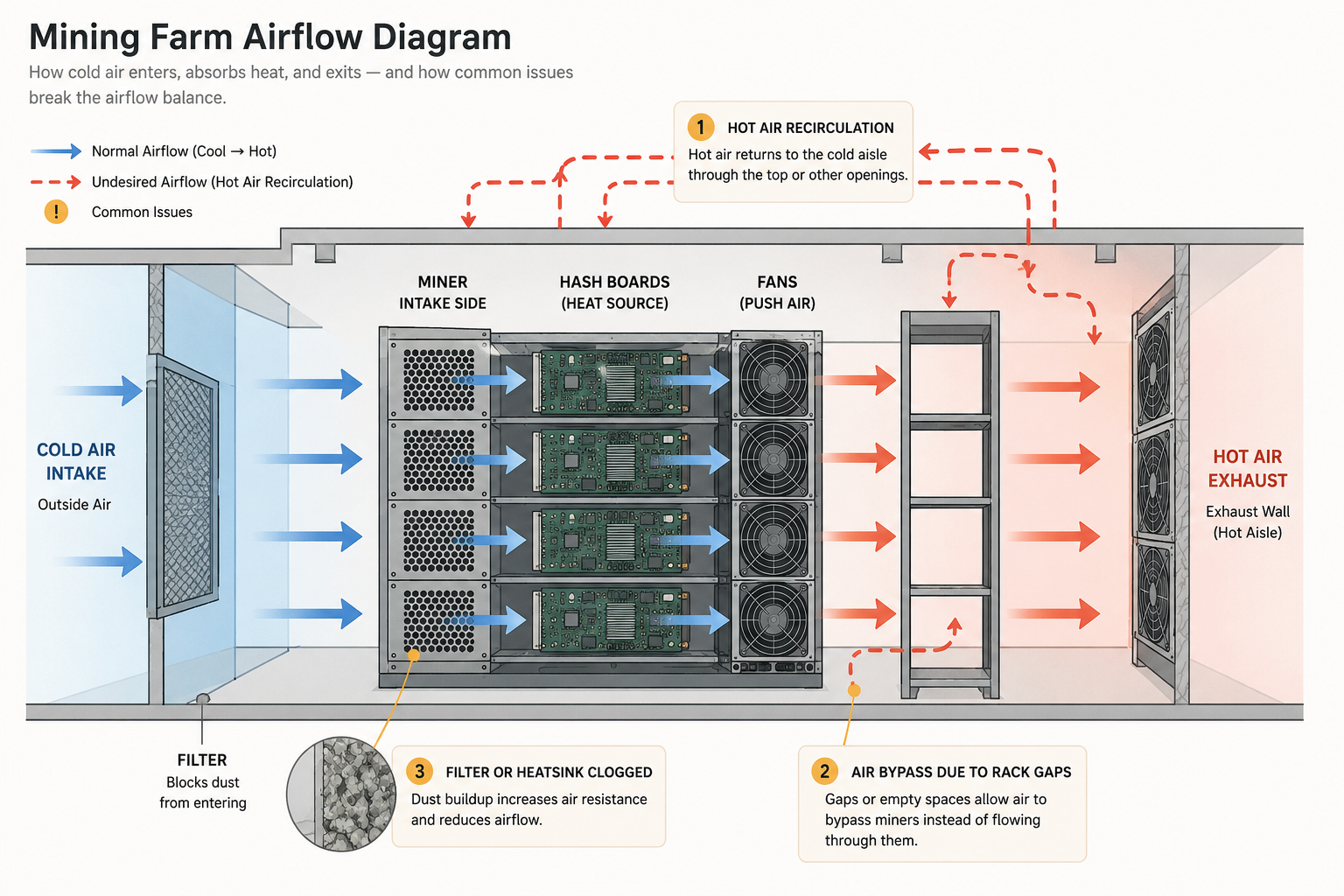
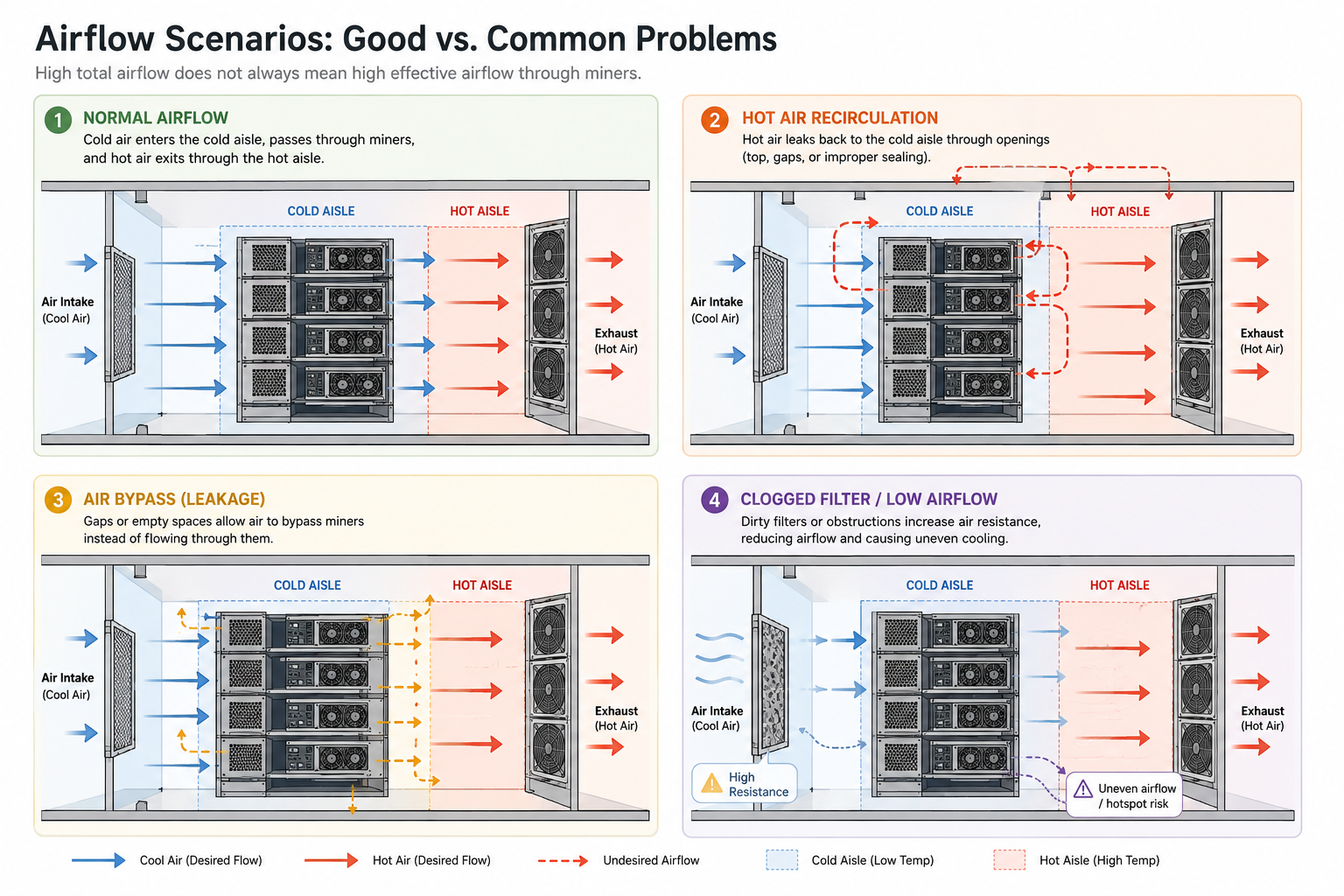
The first common situation is insufficient exhaust. When the exhaust fans, fan wall, or exhaust ducting cannot expel the hot air produced by the miners in time, the pressure inside the hot aisle rises, and the miner fans must overcome greater resistance. The backend may show that fan speeds are already very high, yet the actual air flow through the miner falls instead.
The second situation is hot-air recirculation. If the exhausted hot air is not thoroughly isolated from the intake side, it may return to the miner intake through gaps between racks, the tops of containers, doorways, or openings in walls. At this point, the outdoor air may be only 35°C, yet the air actually drawn in by certain racks has already exceeded 40°C. Miners near the recirculation zone usually show full-speed fans, rising temperatures, and hashrate fluctuations first.
The third situation is air bypass. Air preferentially flows along the path of least resistance. If there are empty slots on the racks, large gaps on both sides of the miners, or an unsealed fan wall, some of the cool air will bypass the miners and enter the hot aisle directly. The farm's overall fans appear to be running normally, but the effective airflow actually passing through the hashboard heatsinks is insufficient.
The fourth situation is dust buildup on filters, fans, and heatsinks. Dust, willow catkins, insects, and fine particles gradually increase intake resistance. Even if only part of a filter is clogged, it can cause an imbalanced airflow distribution at different positions on the same rack. If dust has already entered the miner and adhered to the heatsinks, simply replacing the filter cannot restore the original heat-rejection capacity.
In addition, fan aging, high altitude, overclocking, and humidity all further amplify the risk of overheating. In high-altitude areas, air density decreases, so the same volume of air can carry away less heat; overclocking or high-power modes raise the equipment's power and heat output; and although a wet wall (evaporative cooling pad) can lower the intake dry-bulb temperature, it may simultaneously raise the relative humidity. If the water quality is poor and the mineral content is high, long-term use may also bring deposits, corrosion, and clogged filters.
| Cause of overheating | Common symptoms | How to diagnose | Common remedies |
|---|---|---|---|
| Single-fan fault | One miner is significantly hotter than others in the same row | Check fan speed, logs, and on-site sound | Replace or inspect the fan, cabling, and connectors |
| Dust buildup in the miner | Temperature rises slowly and fan speed keeps increasing | Compare pressure differential and temperature before and after cleaning | Shut down, clean the dust, and inspect the heatsinks |
| Clogged filter | An entire area has insufficient intake air | Measure the pressure differential across the filter | Clean or replace the filter and reassess the filtration grade |
| Hot-air recirculation | Equipment near the exhaust outlet, the top, or the edges warms up first | Thermal imaging or multi-point intake temperature measurement | Isolate the hot and cold aisles and adjust the exhaust direction |
| Air bypass | Total airflow is large but miner heat rejection is still insufficient | Check rack empty slots and unsealed gaps | Use blanking panels and baffles to seal off the bypass |
| Insufficient exhaust capacity | The whole farm or an entire container warms up simultaneously | Measure static pressure, airflow, and intake/exhaust temperature difference | Increase exhaust capacity or reduce equipment load |
| High-power operation | High-power groups run noticeably hotter than in normal mode | Compare by power mode grouping | Switch back to normal or low-power mode |
| High heat and high humidity | Excessive humidity behind the wet wall, increased corrosion or condensation risk | Continuously monitor temperature, humidity, and dew point | Adjust the wet-wall strategy to prevent condensation |
| High altitude | The whole farm's heat-rejection capacity is below what is expected at lower elevations | Check the altitude and the official derating requirements | Lower the maximum intake temperature or the equipment power |
Eight Practical Ways to Cool a Mining Farm in Summer
1. Isolate Cold Air from Hot Air
The core of hot/cold aisle isolation is to ensure that the miner can only draw air from the cold side and that the hot air is delivered in full to the exhaust side. It suits farms with obvious recirculation and large intake-temperature differences between racks. The main cost comes from baffles, fan walls, sealing materials, and structural modifications, and the outlay is usually lower than adding a large amount of refrigeration equipment.
Before implementation, measure the intake temperature at different heights and different racks. If the intake temperature of miners near the top, the edges, or the exhaust outlet is noticeably higher, it indicates that the hot air is not being effectively isolated. After the modification, re-measure the temperature difference and static pressure to avoid the sealed structure unexpectedly increasing exhaust resistance.
2. Seal the Air Bypass Between Miners and Racks
Rack empty slots, gaps on both sides of miners, and unsealed holes all let cool air bypass the miners. Using blanking panels or high-temperature-resistant baffles to seal these positions can increase the effective airflow through the miners without increasing total fan power.
This method is relatively low-cost, but one should not simply pursue "the tighter the seal, the better." If the overall exhaust capacity is insufficient, excessive sealing may raise the pressure differential between the cold and hot sides, increasing the load on the miner fans. Therefore, observe both temperature and pressure differential before and after sealing.
3. Add or Reconfigure Exhaust Capacity
When the pressure in the entire hot aisle is too high, or when the whole farm's equipment warms up simultaneously during hot periods, one must check the actual operating point of the exhaust fans rather than only the nameplate airflow. A fan's rated airflow at zero static pressure does not equal the actual airflow when it is installed behind filters, louvers, and ducting.
Before adding fans, confirm the motor power, fan curve, fan-wall area, louver resistance, and noise limits. Incorrectly stacking fans may cause airflow turbulence and may also make some areas excessively negative-pressure. For large farms, the better approach is usually to reconfigure the fan wall based on on-site pressure differential and temperature distribution, rather than simply increasing the number of fans of the same model.
4. Clean Filters, Fans, and Heatsinks
Dust cleaning is the lowest-cost cooling measure and also the most easily postponed. A clogged filter reduces the intake airflow of an entire area, while a clogged heatsink directly weakens the heat-exchange capacity of a single miner.
Farms should set cleaning cycles according to dust, willow catkins, and seasonal changes, rather than fixing on a once-a-month cleaning. A more reliable method is to trigger maintenance based on the pressure differential across the filter and the equipment temperature trend. When, at the same outdoor temperature, miner fan speeds gradually rise or the intake/exhaust temperature difference or board temperature changes continuously, one should check whether cleaning is needed.
When cleaning, follow the manufacturer's safety requirements: power off and prevent static electricity, liquids, and high-pressure airflow from damaging components. After the miner comes back online, also check whether the fans, boards, and hashrate have returned to normal.
5. Optimize Intake Area and Filter Resistance
An intake opening that is too small causes high air velocity and pressure drop, and a filter grade that is too high or an insufficient filtration area also limits airflow. Farms cannot focus only on "how clean the filtration is"; they must also assess whether the filtration system matches the air-cooling load.
Before implementation, record the intake area, filter specifications, pressure differential, and replacement cycle. If the area where the farm is located is dusty, increasing the filtration area can lower the air velocity and resistance per unit area while maintaining the filtration effect. Directly removing the filter may lower the temperature in the short term, but it accelerates dust buildup inside the miner and shifts the maintenance burden from the filter to the interior of the equipment.
6. Use Shading and Roof Insulation to Reduce Radiant Heat
Containers, metal roofs, and dark-colored walls absorb solar radiation, causing building surface temperatures to be noticeably higher than the air temperature. The roughly 55°C shown in the 2026 European Sentinel-3 surface-temperature map illustrates precisely that, under sunlight, the ground and building surfaces can be far hotter than the surrounding air.
Farms can reduce solar radiant heat through shade canopies, reflective coatings, double roofs, ventilated cavities, or insulation materials. Applicable scenarios include open-air containers, roofs directly exposed to the sun, and farms where the daytime intake temperature is noticeably higher than that of nearby shaded areas. Before implementation, an infrared thermal imager can be used to compare the surface temperatures of the roof, walls, and intake area.
7. Use Evaporative Cooling or Wet Walls in Suitable Climates
Evaporative cooling uses the heat absorbed by water evaporation to lower the air temperature, and it works better in hot, dry areas. But its actual cooling capacity depends on the air's wet-bulb temperature, not only the dry-bulb temperature. In areas that are already humid, a wet wall can provide little cooling headroom yet may further raise the relative humidity.
Before using a wet wall, continuously record the local dry-bulb temperature, relative humidity, and wet-bulb temperature during hot periods, and check the water quality, filtration, drainage, and maintenance capability. Mineral deposits may clog the wet wall, and water mist together with poorly organized airflow may carry moisture into the miners. After the heat subsides or the nighttime temperature drops, also avoid having water vapor in the air condense on cold surfaces.
A wet wall is not a case of "the more it's turned up, the better." A reasonable control strategy should dynamically adjust based on the outdoor temperature and humidity, the miner intake temperature, and the dew point.
8. Evaluate a Retrofit to Water Cooling or Immersion Cooling
Water cooling and immersion cooling can reduce the reliance on large-scale air movement, but this does not mean the equipment can operate unconditionally in any environment. A water-cooling system must handle coolant flow, water quality, pressure, heat exchangers, pumps, and leak risk; an immersion system must control the dielectric fluid, circulation flow, material compatibility, and secondary heat exchange.
The official temperature parameters for air-cooled, water-cooled, and immersion miners have different meanings. For example, the -20°C to 45°C for the air-cooled S21 XP refers to the intake air temperature, whereas water-cooled or immersion models usually give inlet-liquid temperature, flow, and pressure conditions, from which one cannot infer that an immersion miner can operate at the same numerical room temperature. (Bitmain Support)
| Cooling method | Advantages | Limitations | Suitable scenarios |
|---|---|---|---|
| Air cooling | Relatively low initial investment, mature structure, easy for maintenance staff to master | Noticeably affected by outdoor temperature, dust, humidity, and airflow | Farms with low electricity prices, suitable climates, and existing mature air ducting |
| Evaporative-assisted air cooling | Can lower the intake temperature in dry areas | Adds humidity, water-quality, deposit, and corrosion management requirements | Hot, dry areas with a stable water supply and maintenance capability |
| Water cooling | Stable heat-exchange capacity, lower noise and airflow requirements | Complex management of piping, pumps, heat exchangers, and water quality | Newly built high-density farms or projects using native water-cooled miners |
| Immersion cooling | High heat-transfer efficiency, can reduce fan and dust problems | Higher initial investment, high requirements for liquid compatibility and maintenance | High-density deployments, noise-sensitive sites, or farms hoping to expand their frequency-adjustment range |
When Should You Throttle a Miner
Throttling works by lowering the miner's operating frequency and voltage, thereby reducing power consumption and heat. It suits problems of insufficient global heat-rejection margin or excessive operating risk during hot periods, but it should not be used to mask a single-device fault.
If only a small number of miners are hot, first check the fans, dust, heatsinks, power supply, position, and hashboard status. Throttling a miner with a failed fan may temporarily lower the temperature, but it will not fix the fan and may instead let the fault persist longer.
The following situations are more suitable for evaluating batch throttling:
The intake temperature stays close to the equipment's operating limit at a fixed time each day; a large number of miners in the same site keep their fans at high speed for long periods; over-temperature alarms, low hashrate, or dropped boards begin to appear in a concentrated way; physical ventilation modifications cannot be completed immediately; the farm is using overclocking or high-power mode; the current electricity price is high and hashprice is low, so the extra revenue from high power can hardly cover the increased electricity cost and equipment risk.
Whether throttling is worthwhile cannot be judged only by how much hashrate is lost; it must also consider how much power consumption fell and whether equipment stability improved.
Throttling Does Not Equal Lower Profit
Mining revenue can be estimated using hashprice. Hashprice represents the expected daily mining revenue per unit of hashrate, and it changes with the Bitcoin price, network difficulty, transaction fees, and block subsidy. Here we use 32 USD/PH/s/day, an electricity price of 0.06 USD/kWh, and a 2% pool fee to build a hypothetical example. The hashrate and power in the table are only to illustrate the calculation method and do not represent the official power mode of any particular miner or firmware.
| Operating mode | Example hashrate | Example power | Example efficiency | Daily gross revenue | Revenue after 2% pool fee | Daily electricity cost | Operating profit before and after electricity cost |
|---|---|---|---|---|---|---|---|
| Normal mode | 200 TH/s | 3.50 kW | 17.50 J/TH | $6.40 | $6.27 | $5.04 | $1.23 |
| Light throttling | 180 TH/s | 2.90 kW | 16.11 J/TH | $5.76 | $5.64 | $4.18 | $1.47 |
| Deep throttling | 150 TH/s | 2.30 kW | 15.33 J/TH | $4.80 | $4.70 | $3.31 | $1.39 |
Calculation assumptions:
- Hashprice: 32 USD/PH/s/day;
- Hashprice data date: 1 June 2026;
- Electricity price: 0.06 USD/kWh;
- Pool fee: 2%;
- Uptime: 100%;
- Excludes hosting fees, repair costs, depreciation, financing costs, and auxiliary-facility electricity;
- Hashrate and power are illustrative assumptions and are not the official throttling data of any specific miner.
In this assumption, after light throttling the hashrate fell by 10%, but power consumption fell by about 17.1%, so the daily operating profit actually rose slightly. Deep throttling still maintains a positive profit, but the total profit is lower than that of light throttling. This shows that a farm cannot directly equate "maximum hashrate" with "maximum profit," and still less should it assume that throttling will always reduce profit in the same proportion.
But this result is not a universal rule. If hashprice rises and the electricity price falls, normal or high-power mode may regain higher profit; if efficiency does not improve after throttling and only the hashrate and power fall proportionally, then the economic advantage of throttling weakens. Therefore, every farm should recalculate using the measured hashrate and wall power of its specific miners under different power modes.
When to Throttle and When to Shut Down Directly
Throttling suits an operating state that still has positive marginal profit but a high heat-rejection risk. Shutting down suits situations where equipment safety is already threatened, or where continued operation can no longer cover variable costs.
If after throttling the revenue can still cover electricity, pool fees, and other direct variable costs, and the temperature and hashrate return to stability, one can continue using low-power mode. If throttling brings you close to break-even, one must weigh factors such as equipment aging, repair probability, auxiliary-facility electricity, and hosting contracts. A positive profit of a few cents a day on paper is not necessarily enough to compensate for the maintenance pressure of long-term high-temperature operation.
If after throttling you are still below the electricity break-even point, continued operation usually lacks economic sense. If a miner has already triggered over-temperature protection, or shows a stalled fan, an abnormal smell, an abnormal power supply, or frequently dropped boards, one should prioritize shutting down for inspection and must not keep running on reduced frequency alone.
How Large Farms Find and Handle Overheating Miners in Bulk
In an environment of a few dozen miners, operations staff can still check the backend temperature one by one; once the fleet expands to hundreds or thousands of units, the core of the overheating problem is no longer merely "is any equipment overheating," but whether one can quickly judge which site, which model, which rack, and which power mode the anomaly is concentrated in.
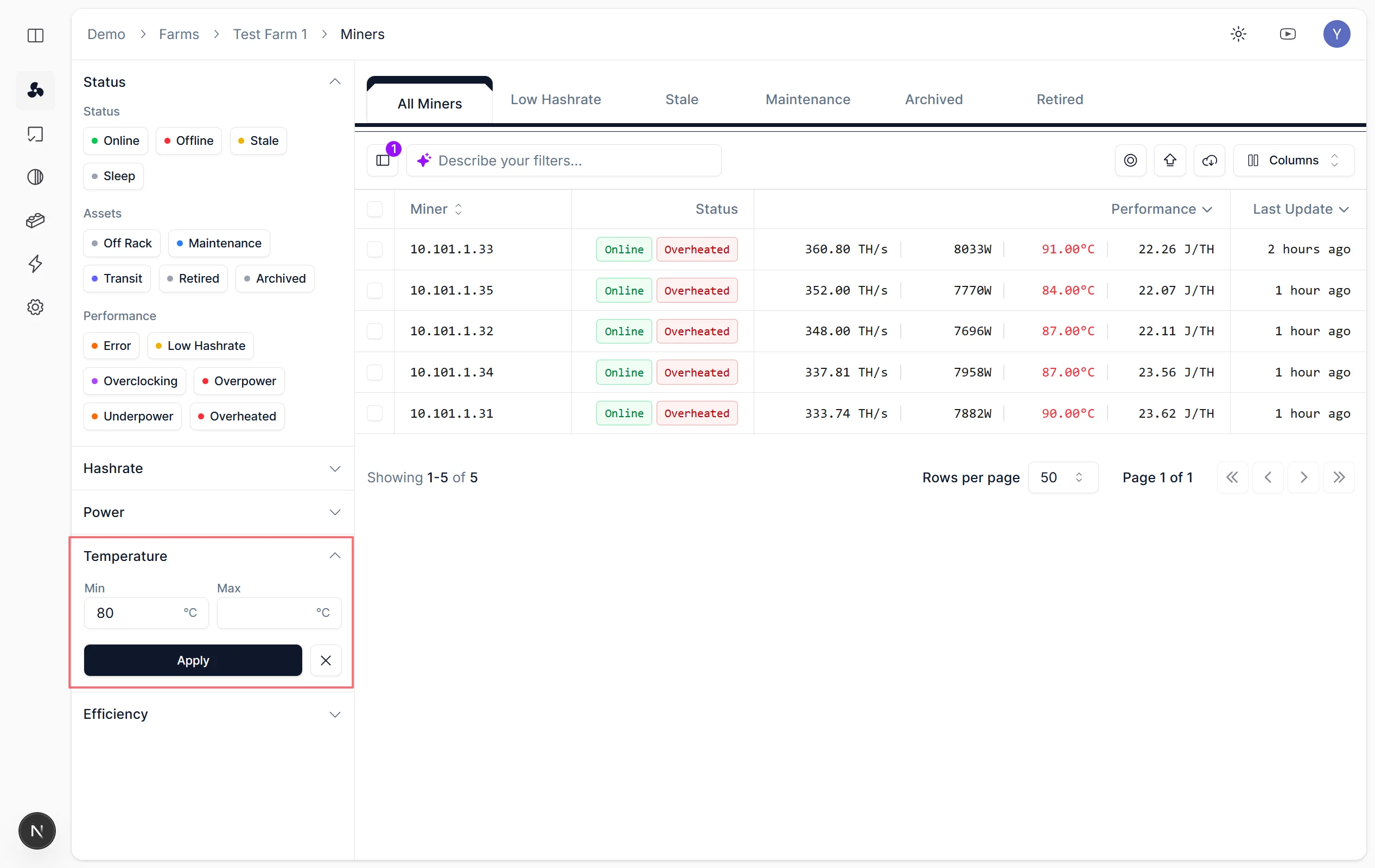
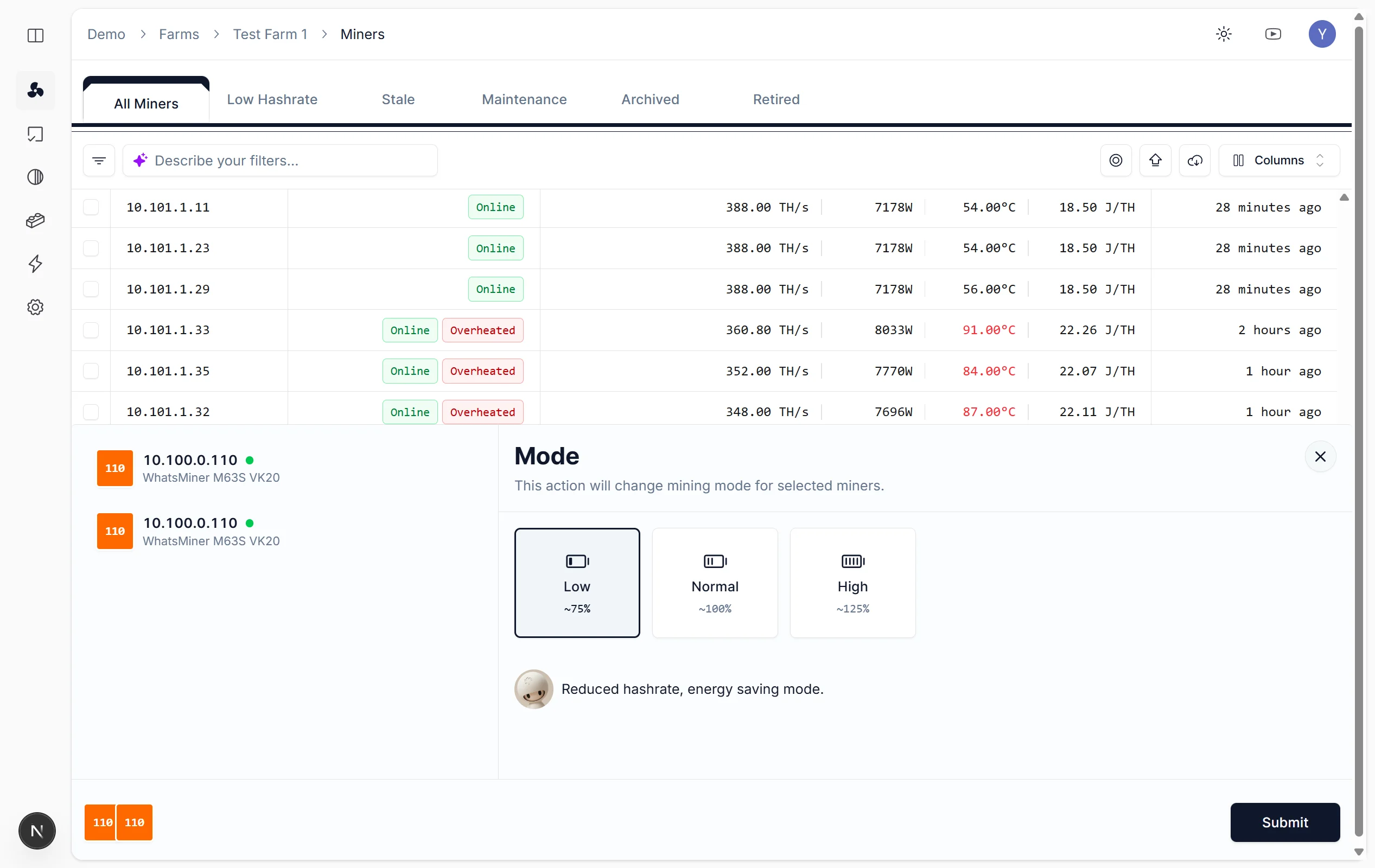
Nonce supports setting a minimum temperature threshold via the temperature panel in the miner list, and it can also use the Overheated tag to locate hot equipment. For example, operations staff can first filter out miners whose temperature exceeds an internal warning value, then overlay conditions such as farm, model, firmware, and hashrate status to judge whether the anomaly is concentrated in a specific area. The methods given in the Nonce documentation include setting a minimum threshold in the Temperature panel, or directly using the Overheated tag under the Performance category.
After finding an abnormal batch, one should not immediately execute the same operation on all miners. A more reasonable approach is to group by problem type: single abnormal devices go into repair inspection; devices located in a hot-recirculation zone first reduce power and adjust the air ducting; high-power devices of the same model are evaluated for a batch switch back to normal mode; and if the entire farm approaches its operating limit during the hot afternoon period, batch throttling is then executed on the target devices.
Nonce's power-mode operations support batch-switching selected miners among overclock, normal, throttle, or sleep modes, and the execution results can be tracked on the tasks page. Normal mode is used to balance hashrate and stability, throttling is used to reduce power and heat, and sleep suits temporarily halting mining.
For hot periods that recur every day, relying on manual handling alone may still cause delays. For example, if the intake temperature starts rising at two in the afternoon and the operations staff only finish filtering and switching by three-thirty, the equipment has already been running in a high-temperature state for over an hour. Such scenarios are better suited to setting temperature-condition-based automatic power policies: after a miner reaches specified conditions, it exits high-power mode and switches back to normal or low-power state.
Automated temperature control must also avoid frequent switching. Suppose a miner throttles immediately upon reaching 80°C and restores high power as soon as the temperature drops to 79°C; the system may then repeatedly execute around the threshold. A more robust strategy is to set a recovery condition, an observation time, or a temperature hysteresis, for example: throttle after reaching the high-temperature threshold, and only allow re-entry into normal mode after the temperature has stayed below a lower recovery threshold for a continuous period.
The complete process of temperature management at scale can be summarized as: filter overheating miners → overlay site and model conditions → judge the anomaly distribution → check physical causes → batch-switch power modes → verify task results → observe the recovery of temperature and hashrate → convert recurring scenarios into automatic rules.
The purpose of doing this is not to replace on-site heat-rejection modifications with software, but to shorten the time between an anomaly appearing and a measure being executed, and to reduce the probability that hot equipment is overlooked.
What a Farm Should Prepare Before Summer Heat Arrives
Compared with emergency repairs after miners trigger over-temperature protection, completing a systematic inspection before summer usually costs less. A farm can divide the preparation into five categories: data, equipment, airflow, spare parts, and operating strategy.
| Inspection item | What to check |
|---|---|
| Temperature data validation | Compare backend temperature, on-site measurement, and same-model equipment |
| Fan inspection | Speed, noise, vibration, error logs, and spare quantity |
| Miner dust cleaning | Filters, fans, heatsinks, and power-supply air inlets/outlets |
| Hot/cold aisle | Empty slots, gaps, doorways, tops, and wall openings |
| Temperature distribution | Intake temperature at different racks and different heights |
| Pressure differential and airflow | Filter pressure differential, hot/cold aisle pressure differential, exhaust capacity |
| Wet-wall system | Water quality, wet-bulb temperature, pumps, spray, and drainage |
| Model limits | Compile the official operating temperature and humidity requirements of each model |
| Power strategy | The hashrate and power corresponding to normal, throttle, and sleep |
| Automation rules | Alarm thresholds, throttle thresholds, recovery conditions, and shutdown thresholds |
| Emergency plans | Fan failure, power outage, network interruption, and extreme heat |
| Operations review | Low-hashrate, offline, repair, and shutdown data during hot periods |
Farms should also record the actual impact of high heat on uptime. For example, under the same network difficulty and electricity price, compare the number of online miners, average hashrate, fan speed, count of low-hashrate devices, and fault tickets between hot days and normal days. If a site's temperature rose by only a few degrees yet a large number of low-hashrate devices appeared, it suggests the problem may not be simply the weather, but a defect in that area's air-ducting design or equipment condition.
High-temperature management should also not rely on a single alarm threshold. A more complete system should include at least three levels—warning, intervention, and protection: after reaching the warning threshold, notify operations staff and strengthen observation; after reaching the intervention threshold, switch to normal or low-power mode; after reaching the protection condition or a hardware anomaly appears, shut down. The specific thresholds should be set based on the model, firmware, official specifications, and the farm's historical data.
Solve the Airflow Problem First, Then Decide Whether to Throttle
When a miner runs too hot, the problem cannot be solved merely by raising fan speed. Fans at full speed only show that the equipment is trying hard to increase heat rejection; they do not prove that the farm's effective airflow is sufficient. If cool air bypasses the miner through rack gaps, hot air returns to the intake side, or the filters and heatsinks are already clogged, then no matter how high the fan speed, it cannot solve the root problem.
The correct order of action is to first confirm whether the temperature metrics and data are reliable, then judge whether the anomaly occurs on a single device, in a certain area, or across the whole farm; next, troubleshoot fans, dust buildup, filters, air bypass, hot-air recirculation, and exhaust capacity; problems that can be solved through physical maintenance should be fixed first; only when the cooling conditions cannot be improved in the short term, or when maintaining high-power operation during hot periods is no longer economical, should throttling or sleep be used to reduce the heat load.
Throttling also does not equal simply sacrificing revenue. A farm needs to compare the proportion of hashrate decline, the proportion of power decline, the current hashprice, the electricity price, and equipment stability. If power falls faster than hashrate, low-power mode may achieve better efficiency and marginal profit; if it still cannot cover variable costs after throttling, a temporary shutdown is usually more reasonable than continuing to lose money in the heat.
As a farm scales up, the focus of temperature management shifts from finding a single overheating miner to promptly identifying abnormal batches, judging the problem distribution, batch-switching power modes, and establishing automation rules for the high-temperature scenarios that recur every day. Physical heat rejection determines how large a heat load the farm can withstand, while real-time monitoring, batch operations, and automatic control determine whether the farm can respond in time when the temperature changes rapidly.